





Serving as the eyes of modern manufacturing, optical image sensors are integral to machine vision technology, allowing equipment to ‘see’ its surroundings and act accordingly.
Here, Ross Turnbull, Director of Business Development at Swindon Silicon Systems, explains how a custom IC is driving the next generation of machine vision and supporting advanced industrial automation.
As automation becomes more sophisticated, machine vision is playing an increasingly central role. Modern systems capture high-resolution images and extract detailed insights beyond human capability, including through X-ray and thermal imaging. As a result, machines can act autonomously and maintain high accuracy in industrial processes.
Machine vision advances
With rising adoption across manufacturing, machine vision technology continues to advance rapidly. Improvements in sensor resolution, AI-enabled processing integration and advanced automation features are expanding what these systems can achieve.
According to the Machine Vision Systems Research Report 2026, key contributors to this growth include “the expansion of smart factories, a rising demand for robotics and autonomous systems and the adoption of IoT-enabled industrial solutions”. Electronics and automotive manufacturers in particular are investing heavily in high-performance inspection and guidance systems to maintain precision at scale.
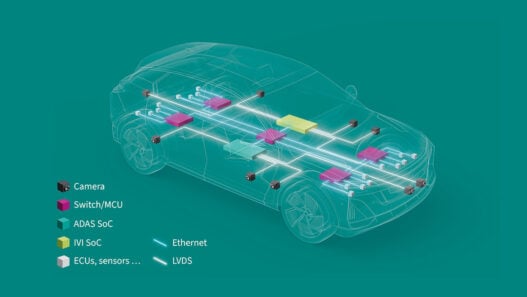
One area of significant development is the 3D machine vision segment. Unlike traditional 2D imaging, 3D machine vision captures the shape, depth and spatial orientation of objects, enabling more precise automated inspection and process control. This technology is especially valuable in applications such as defect detection, robotic guidance and complex assembly tasks, where accurate dimensional analysis is critical.
For example, in automotive manufacturing, 3D machine vision systems can verify weld integrity or measure panel alignment in real time, reducing costly rework and improving throughput.
These advances are paving the way for Industry 5.0. As human and robot collaboration becomes more common, intelligent machine vision systems will be essential to delivering the efficiency, quality and flexibility demanded by next-generation manufacturing environments.
The role of sensors
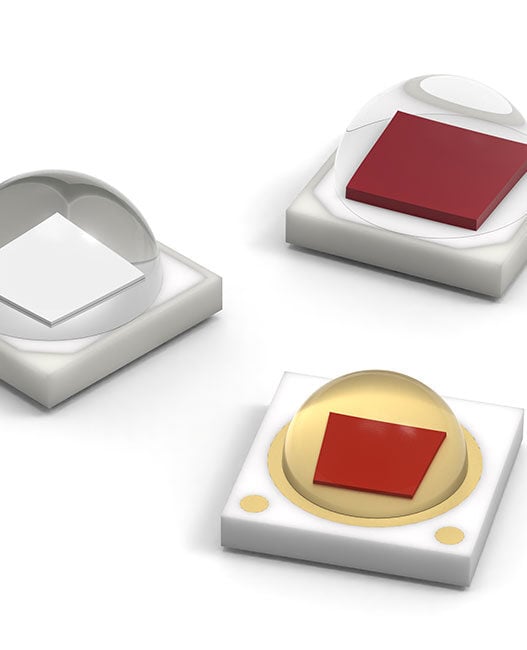
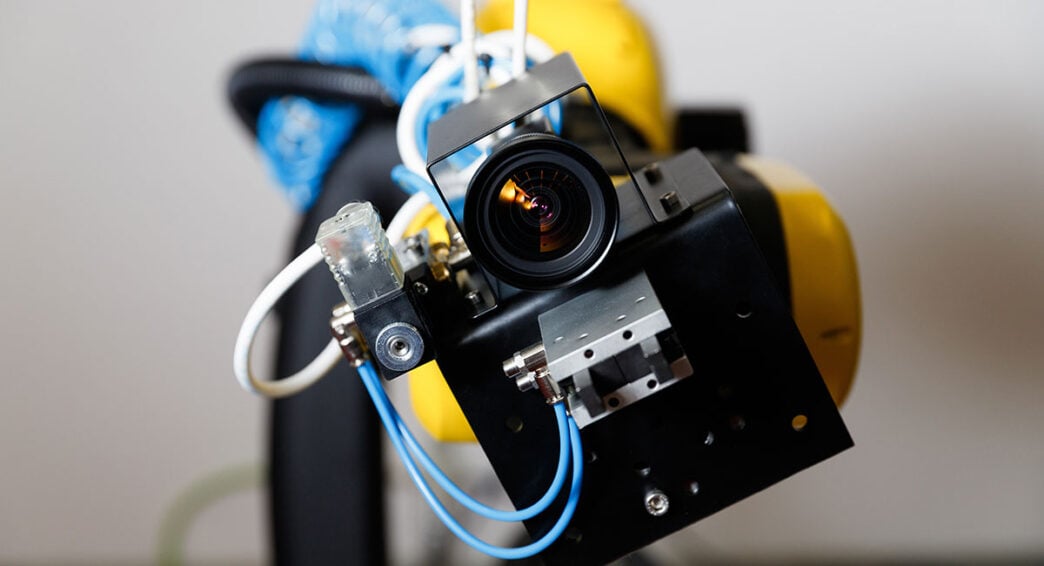
Optical sensors form the foundation of any machine vision system. They capture light and convert it into electrical signals that can be analysed by the processing system. In doing so, they determine the resolution, sensitivity, and speed of the machine vision application.
Sensors can be specialised to detect colour, light intensity, or even infrared and X-ray signatures, depending on the industrial need. By accurately capturing visual data, sensors provide machines with the ability to interpret and react to their environment, ensuring that automated processes maintain high accuracy and quality standards.
While sensors capture the data, it is the supporting electronics that determine how effectively that data can be processed and utilised. This is where ASICs become critical.
The case for ASICs
Unlike standard integrated circuits, ASICs are designed for a specific purpose, enabling optimisation for tasks such as low-light performance, high-speed image capture or advanced signal processing.
Embedding an ASIC within a sensor enables more efficient and reliable operation. It reduces latency and power consumption while improving overall decision-making capability. ASICs can include sensor-specific conditioning processes that enhance image quality and ensure that the data feeding the machine vision algorithms is as precise as possible, giving manufacturers confidence that only products meeting the highest standards leave the production line.
Swindon Silicon’s ASICs also deliver enhanced performance and protection through optimised mixed‑signal interfaces that improve real‑time processing, increase power efficiency and minimise PCB footprint through high‑density integration.
In industrial environments, machine vision systems must also operate reliably under challenging conditions, including temperature variation, electrical noise, and vibration. Signal integrity and robust conditioning become critical in these settings, as even minor interference can reduce image quality or introduce processing errors. Designing electronics specifically for these conditions can significantly improve long-term system stability.
Unlocking the commercial value of ASICs
Beyond the technical benefits of a custom design, ASICs provide four commercial benefits for OEMs: bill of materials reduction, supply assurance, cost efficiency at scale and protection against obsolescence.
Consolidating functions into a single ASIC enables bill of materials reduction through component consolidation, particularly in high-volume industrial applications. A custom silicon solution can provide supply assurance for twenty years or more, minimising exposure to supply chain disruption. Volume production enables lower unit costs, improving margins without sacrificing quality or performance.
ASICs also offer a practical obsolescence solution, futureproofing industrial products against part discontinuation and ensuring machinery remains operational and efficient over the long term. These advantages make ASICs an increasingly popular choice for UK manufacturers seeking to balance cost and long-term operational security.
As machine vision evolves, closer integration between sensors and ASICs will be essential to meet the demands of Industry 5.0. By providing precise, real-time visual data, sensors equipped with ASICs empower machines to analyse their environment, adapt to changing conditions and maintain high-quality standards at scale.