








I learned this lesson the hard way on a bottling line that kept tripping out during peak production. The motor was fine, the overloads were fine, but the contactor looked like it had been through a war. The contacts were burned, pitted, and half welded. Someone had picked it based on steady current and ignored how that conveyor actually started under load. Every restart hit it like a hammer. Within a month, it gave up. We swapped in the correct AC-3 rated size with margin, and the problem disappeared overnight.
That is the reality of industrial contactor selection. On paper, it looks simple. In the field, it is anything but. Motors do not start in ideal conditions. Conveyors are loaded, pumps are sticky, and compressors cycle harder than expected. If you size only for nameplate current, you are setting yourself up for failure.
A contactor sits right in the middle of your control system. The PLC tells it what to do, and it handles the dirty work of switching real power. It opens and closes circuits under load, deals with arcs, heat, vibration, and sometimes very poor power quality. When it fails, everything stops.
Over the years, I have narrowed my approach down to a repeatable method that works in real plants. First, understand the load beyond the datasheet. Second, match the correct utilisation category. Third, choose the right coil and configuration. Fourth, apply derating based on the environment. Fifth, install and maintain it like it actually matters.
If you follow that process, you avoid the classic mistakes. If you skip steps, you end up troubleshooting at odd hours with production breathing down your neck.
Contactor fundamentals
At a basic level, a contactor is just a controlled switch, but the way it works under the hood explains why selection matters so much. When you energise the coil, it creates a magnetic field that pulls the armature in. That movement closes the main contacts and allows current to flow. When you drop the coil voltage, springs push everything back open.
Sounds simple, but the real action happens at the contacts. When they close, they do not make perfect contact instantly. There is a brief moment of bounce and arcing. When they open, the arc can stretch and burn depending on the load. That arc is what destroys contactors over time.
AC systems have one big advantage. The current crosses zero every half cycle. That natural zero crossing helps extinguish arcs. DC systems do not have that luxury. Once an arc forms, it keeps going unless something forces it out. That is why DC contactors look heavier and include magnetic blowouts or extended arc paths.
The arc chute is doing serious work. It splits the arc into smaller segments and cools it down fast. If the arc is not controlled, it will eat away the contact surface. I have opened failed units where the contacts looked like they had been sandblasted.
Auxiliary contacts are the quiet heroes in control panels. They handle interlocking, feedback, and sequencing. You will see them in forward reverse circuits, safety chains, and PLC inputs. Just remember, an auxiliary rated at AC-15 1 A at 240V is for control logic, not for switching loads.
Coil behaviour is another area people overlook. An AC coil relies on design tricks to avoid chatter at zero crossing. If your supply voltage dips, the contactor may not pull in cleanly. That causes chatter, and chatter means rapid contact wear. I have fixed many ‘mystery failures’ that came down to unstable control voltage.
Once you understand how the device behaves physically, you start making better choices. You stop guessing and start predicting how it will survive in your panel.
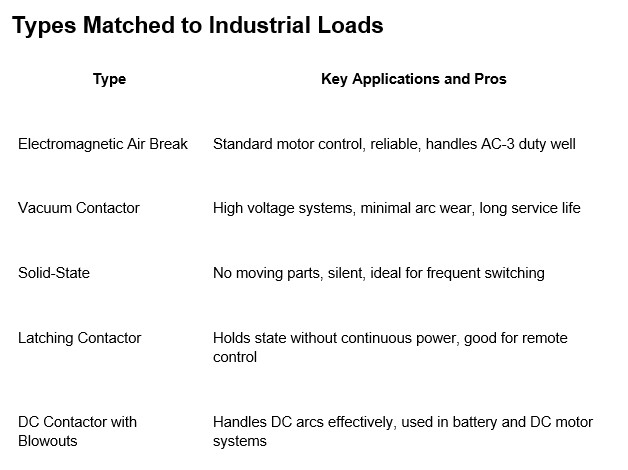
Most of the time, you will be using electromagnetic contactors for motor control. They are proven, forgiving, and easy to maintain. For a typical 400 or 480V motor, an AC-3 rated unit is your go to choice.
Vacuum contactors are a different beast. You see them in higher voltage systems, often around 690V and above. Because the contacts operate in a vacuum, arcs are minimal. That means less wear and longer life. I have seen them outlast air break units by a wide margin in tough applications.
Solid-state contactors are great when you need fast or frequent switching. No arcing, no noise, no mechanical wear. But they generate heat and need proper cooling. You cannot just drop them into a panel and forget about thermal management.
Latching contactors solve a different problem. They hold their position without continuous coil power. That makes them useful in energy conscious systems or remote installations where power is limited.
DC contactors deserve respect. If you try to use an AC contactor on a DC load, you will regret it. The arc will not extinguish, and the contacts will burn fast. Proper DC designs include arc control features that handle this challenge.
Step-by-step selection process
Start with the load, not the catalogue. Take a real example. A 20 HP motor on a 480V system converts to roughly 15kW. Now calculate the current. Divide 15kW by the product of square root of three, 480V, efficiency of 0.9, and power factor of 0.85. You land around 28A. That is your working current for AC-3 selection.
Now look at starting behaviour. Motors do not start gently. They pull around 550% of rated current for a short period. That means your 28A motor can spike above 150A during startup. The contactor must handle that without damage.
This is where I have seen people go wrong. They pick a contactor rated just above 28A and assume it is fine. Then the system starts under load, the current spikes, and the contacts take a beating every time.
Next, match the utilisation category properly.
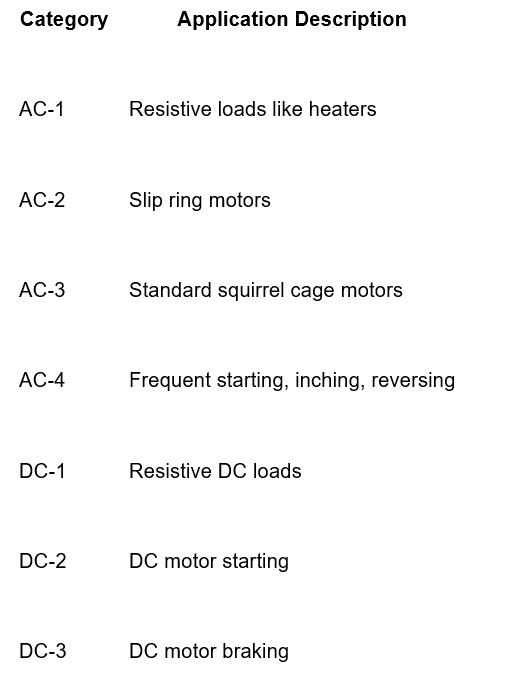
As this table shows, AC-3 is designed for normal motor operation. It can handle starting current and break running current. AC-4 is much tougher. It deals with repeated high current switching. If your application involves inching or reversing, you must select for AC-4.
Now choose the coil voltage. Match it to your control system. If your PLC outputs 24V DC, use a 24V DC coil. Do not try to improvise. Also check how the coil behaves under voltage dips. If it drops out too easily, you will get chatter.
Select the number of poles and auxiliaries. A three phase motor needs three main poles. Add auxiliaries for interlocking and feedback. In a forward reverse setup, proper interlocking is critical to prevent both contactors from closing at the same time.
Apply derating based on the environment. If your panel runs hot, reduce the effective current rating. At 50°C, you might only get about 88% of the rated capacity. If you are working at altitude, reduce it further.
Finally, think about how often the contactor will operate. A unit rated for one million operations sounds like a lot, but in a system cycling every few minutes, it adds up quickly. Always consider the real duty cycle.
Mastering ratings and sizing
Ratings tell the truth, but only if you read them correctly. The operational voltage must match your system. A contactor rated for 690V can handle most industrial applications, but always verify.
Impulse withstand voltage matters when you have transients. In plants with heavy switching or lightning exposure, this becomes important. A typical value around 8kV gives some confidence.
Current ratings depend on category. A 50A AC-3 contactor can handle around 30kW at 400V. That is because it is designed for motor duty, not just steady current.
Duty cycles change everything. Continuous operation is easy on contacts. Frequent switching is not. If your system cycles often, consider upsizing or looking at alternative solutions.
Harmonics from drives add another layer. Non-linear currents increase heating. In such cases, a safety margin is not optional. It is necessary.
Environmental and safety factors
Real plants are tough environments. Dust gets everywhere, temperatures rise, and vibration is constant. If your enclosure is not properly rated, your contactor will suffer.
Temperature derating is simple but often ignored. As temperature rises, current capacity drops. A small margin at room temperature can disappear quickly in a hot panel.
Vibration can cause contact bounce and mechanical wear. In heavy industries, always check that your components can handle the mechanical stress.
Safety is not just about ratings. It is about coordination. Make sure protective devices clear faults quickly. Design interlocks that prevent dangerous conditions. Always think about what happens when something fails.
Installation and long-term maintenance
Good installation practices save you from future problems. Tighten terminals properly. A loose connection will heat up and eventually fail.
Check coil voltage under real conditions. Do not assume it is correct. Measure it. If you see instability, fix it early.
Inspect contacts regularly. Pitting and discoloration are early warning signs. Replace contacts before they fail completely.
Keep panels clean and ventilated. Heat and dust shorten the life of everything inside.
Pitfalls I’ve seen and fixes
Using the wrong category is the fastest way to destroy a contactor. AC-1 on a motor will fail quickly.
Ignoring the power factor leads to undersizing. Add margin and sleep better.
Forgetting altitude derating is common. At higher elevations, performance drops. Plan for it.
Key takeaways for your next project
Always start with the real load, not assumptions. Calculate current properly, account for inrush, and match the correct utilisation category. Choose the right coil, apply derating, and install it correctly. If you respect these basics, your system will run reliably and avoid unnecessary downtime.
Double-check inrush on every motor spec sheet.








