
Innovation in factory automation and robotics
Electronic Specifier’s Joe Bush caught up with Matthieu Chevrier, Systems and Application Manager, Texas Instruments (TI), to find out the role the company’s solutions are playing in helping to shape the factories of tomorrow. The catch-22 scenario for manufacturing is that times to market are shrinking, yet design complexity is increasing rapidly. Therefore, there are a number of emerging trends that are driving industrial processing. These are listed below.
Focus on platform reuse: The need to maximise design investments with scalable hardware and software solutions. Chevrier commented: “This enables manufacturers to copy and paste one project over to another, so even though the total complexity is increasing, the complexity at the project level is manageable.”
Advanced integration: Focusing on enhanced safety and security capabilities. Over recent years security has moved from a nice-to-have to a must-have. “Our customers are giving security a lot of attention and as such, we have built that into our hardware to enable our customers to have security from the very start of their projects,” added Chevrier.
Higher performance needs: Chevrier highlighted that what drives customer differentiation is their high performance needs. As a result TI has introduced products to meet those demands for real-time processing performance, analytics and communication.
Efficient data processing: There is also the requirement to process data locally, commonly referred to as ‘at the edge’. Chevrier added: “If you talk to engineers or architects, they will tell you that there is no way their end customers are going to send their data to one of the big cloud providers. There’s a real concern that this data needs to stay on-site.” Now, the maturity of neural networks and methods of machine learning has made high performance processing possible at the edge.
“There’s been a lot of work done on the software side of things, on the algorithms and on new processor capability which now have hardware accelerators to run those artificial neural networks and do inference at the edge,” he added. “At TI our historical strengths has always been high power capability at ultra-low power needs, so we’re perfect for these types of applications.”
Versatile solutions: Technology that supports wired and wireless connectivity in a variety of settings.
Current opportunities for processors
Looking at what the factory floor of the future will look like, if you have an assembly line with many robots working together, it stands to reason that all those robots will have to communicate in real-time, otherwise you would run the risk of expensive robot arms colliding with each other. Therefore, these 21st century factory floors will need synchronisation signals in much the same way as a orchestra conductor.
Chevrier added: “The driver for this type of high speed communication is TSN (time sensitive networking), or industrial Ethernet. This is what we offer in our processors. There are industrial protocols which are variations of IEEE 802.3 Ethernet standard such as EtherCAT, Profinet, EthernetIP.
“They all have different methods of encapsulating data onto an Ethernet frame, and our solution is the only one that can talk to all those different protocols with a single software upgrade, and as such is much more flexible for our end customers.”
So edge processing enables communication across the factory. On top of that, Chevrier added that previously, the emphasis was on what AI was bringing to the table. However, during the last two years academia has switched from classical machine learning to convolutional neural networks. This has been a real seismic shift for the research and academic community.
“Previously manufacturers were thinking that the only way of achieving this level of processing capability was to send data to the cloud,” Chevrier added. “Then the understanding of neural networks improved and ways were found to achieve that level of performance at the edge. Obviously the performance of processors has improved, but the big switch in terms of being able to employ edge processing has been around finding ways to look at the neural networks, understand how they work, and reduce their complexity in order for them to run.”
One application where this is having a real impact is in deterministic sensing. So if you can sense when a motor is going to fail early enough in the process, you can perform predictive maintenance which avoids costly shutdowns.
Key Industry 4.0 challenges
The question that has arisen off the back of this is who owns the data on the neural network? For example, if a robot arm has been identified as having a predicted failure, who owns that piece of information. Is it the manufacturer, the robot arm manufacturer, or the cloud provider?
“It’s a big question,” added Chevrier, “but we believe that it’s the end customer that needs to own this knowledge as in the end, it’s critical to their efficiency and survival in the long term, to be able to own the key decisions that are driving efficiencies on their assembly line. We believe that it’s critical for our customers to be able to run those neural networks at the edge, and to run the data in the factory fast enough to be able to do those diagnostics in-house rather than send the data to a third party cloud.”
Another interesting challenge in the mission towards achieving Industry 4.0 is reshoring. For many years manufacturing activity headed east due to cheaper labour and manufacturing costs. Over the last few years however, there has been a levelling of the economical scales and manufacturing has started to head back to Europe (commonly known as reshoring).
However, with that there is a need to make local reshoring production much more efficient. We still have many factories in Europe, but they may not necessarily be using the latest technology due to the shift in manufacturing focus during the offshoring zenith.
However, with the manufacturing barometer again heading west, very few people want to just erase an old factory and build a new one to the latest technological requirements. “What we’re seeing is a lot of customers asking how they can use their existing infrastructure and modernise it at minimum cost,” Chevrier added. “For example, one of the biggest costs in a factory is the cabling and there are a host of efficiency improvements that can be done. Because of that, our customers are spending a lot of time developing solutions that are backwards compatible, but that bring the latest and greatest technology into a factory retro-fit.”
Industry 4.0 - process and control
A significant change from Industry 2.0 to Industry 4.0 will be the make-up of the factory floor. Gone are the days of a typical assembly line with humans at various stations doing manual work. Industry 4.0 will replace humans with robot arms to do the strenuous tasks.
The difficulty for manufacturers is knowing what their market is going to look like five years from now, so therefore flexibility is key. If you design a factory around producing exactly the same type of product in five years’ time, that’s a very high risk business model. Therefore, factories are being developed around flexible production islands.
Chevrier added: “These will include multiple stations which can be assembled or disassembled depending on the production needs of that day or month, all connected to real high-speed, low latency communications to make sure all the parts work together.”
He added that the challenge for an environment such as this is the need to move parts in a much more flexible way than on a traditional assembly line, which has a clearly defined start and end. So with these production islands more decision making capabilities need to happen at the edge, in terms of autonomous vehicles and robotics.
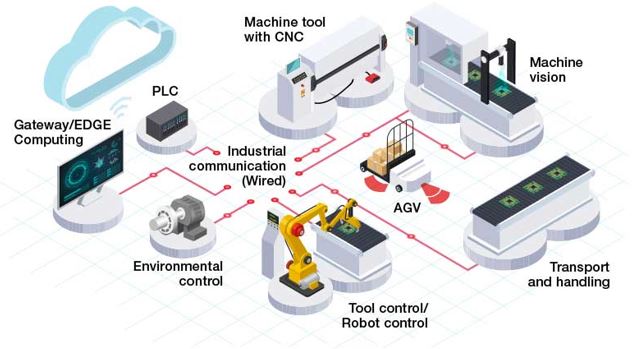
Above: Factories are getting smarter with advanced integration
“With that comes the necessity for those robots to make much more decisions with regards to navigation as factories will be more flexible, fluid and subject to change,” added Chevrier. “Historically there would have been a line on the floor or QR codes that the AVs would be following. However, these age very quickly. In addition, storing requirements are far more likely to change which will impact the capabilities of traditional AVs.
“Due to the sensing solutions we’re bringing to the market we’re seeing far more autonomous driving in these types of robots, as they can now detect a forklift, a human, and each other. And the compute at the edge is enabling them to navigate autonomously in those environments and can adjust and react much more than they would have done five or ten years ago.
“A huge shift in the industry came when we introduced the first 60GHz mmWave radar solution which was the first of its kind, fully integrated CMOS radar solution at the front end, with ESP compute capability in a single chip.”
Historically designing a radar solution would require a significant amount of radio/radar knowledge for the layout, signal processing and algorithmic expertise. TI has integrated all this within one package and extracted all the complexity.
In a robot application for example, it’s fairly obvious that you will need a radar-type solution. On a robot arm application, being able to sense a human approaching enables the next level of safety. Historically a robot arm would have to be caged off, and the robot would shutdown if a human entered.
The manufacturing industry then moved into virtual fencing with lasers that operated in the same way. “Now we are entering into an era of dual zones where there are operational zones, reduced speed/protection zones, and stop zones employed depending on the proximity of a human to the robot arm,” Chevrier added. “Radar technology allows us to move beyond this binary segmentation into a more flexible era which will reduce shutdown times without decreasing safety.”
Another challenge for traditional factory technology is the detection of transparent materials. “This may be a comical image from old silent films where someone walks through a pane of glass,” said Chevrier, “but it’s not just a joke and unfortunately it does happen in factories where a machine has failed to detect something that is transparent.”
Chevrier explained that any form of optical sensing is unlikely to detect transparent material and is too unreliable, and ultrasound is too short range to be able to give an early enough warning. The advantage of mmWave technology is that it can detect that something is transparent which helps increase health and safety.
Also, many factories are unclean environments - there may be dust, smoke, and you may have to go outside of one building and enter another, meaning there may be an issue with rainfall. Traditional sensors would have difficulty in handling all those conditions whereas radar allows the system to see everything.
Evolution of robotics
One of the big changes in robotics has been the evolution from traditional robots to collaborative robots (co-bots) - robots that operate in the same time and place as humans, safely and in all conditions.
These co-bots rely on machine learning to become ‘autonomous’ making real-time decisions at the edge. We are reaching a point where the capability of processing is enabling these co-bots to become more effective, and sensing, actuation and technologies like mmWave is making that possible. Industry maturity with regards to neural networks, and the ability to get those networks at the edge, are making co-bots far more feasible than they were three or four years ago.

Product Spotlight
APV1111GVY
Panasonic

Panasonic PhotoMOS® Photovoltaic MOSFET High-Power Drivers
| SKU: | |
|---|---|
| Stock: | 3490 |
| Cost: | $3.95 |
